

 LANGUAGE
LANGUAGEPå en kabelproduktionslinje som körs med full kapacitet kan en enda märkningsstation bemannad av en operatör bli flaskhalsen som begränsar genomströmningen över hela förpackningssekvensen. Manuell märkning av kabelspoler är långsam, inkonsekvent och - när operatören är trött eller distraherad - benägen för sneda placeringar, missade spolar och etikettbubblor som tvingar omarbete. För kabeltillverkare som skalar produktionsvolymen är det inte en kvalitetspreferens att eliminera manuell märkning. Det är ett produktionstekniskt krav.
Den här guiden täcker de tre teknologierna i centrum för den automatiseringen: automatisk kabelmärkningsmaskin , den kabeletikettmatare , och det specifika arbetsflödet för märkning av kabelspolen på ett integrerat löpande band.
Varför manuell kabelspolmärkning misslyckas i stor skala
Problemen med manuell kabelspolmärkning blir mätbara när produktionsvolymen når den punkt där etiketteringshastigheten, inte spolningshastigheten, bestämmer linjens uteffekt.
Inkonsekvent placering. En självhäftande etikett som appliceras för hand på sidoytan av en spole beror helt på operatörens uppmärksamhet och greppvinkel. Etikettens position varierar med centimeter mellan spolarna. På färdig produkt avsedd för återförsäljning eller automatiserad skanning innebär inkonsekvent placering att streckkoder inte kan skannas tillförlitligt, och det professionella utseendet som återspeglar produktkvaliteten undergrävs i slutskedet av produktionen.
Arbetskraftsberoende och kostnadsackumulering. Dedikerade märkningsoperatörer representerar en fast arbetskostnad som skalas linjärt med produktionsvolymen. Vid utmatningshastigheter över 300–500 spolar per skift, kräver en enda etiketteringsstation vanligtvis en heltidsoperatör vars enda produktiva resultat är etikettplacering – en funktion som inte genererar något mervärde utöver vad en automatiserad enhet kan leverera till en bråkdel av kostnaden per enhet.
Flaskhalsrisk i integrerade linjer. När lindning, lindning och märkning är sekventiella operationer på en kontinuerlig linje, bestämmer den långsammaste stationen utmatningshastigheten för hela systemet. Manuell märkning begränsar genomgående genomströmningen eftersom mänsklig applikationshastighet inte är synkroniserad med maskinens lindningshastighet. Resultatet är antingen en buffertackumulering uppströms om märkningsstationen eller avsiktlig linjeavmattning för att matcha operatörens takt – båda minskar den effektiva produktionen av kapitalutrustning med mycket högre kostnad per enhet än själva märkningssteget.
Vad är en kabeletikettmatare
En kabeletikettmatare är en dedikerad automatiseringsenhet som dispenserar färdiggjorda självhäftande etiketter och applicerar dem på sidoytan av en kabelspole när den passerar genom etikettstationen på löpande bandet. Enheten indexerar etiketter från en rulle, drar av underlaget och applicerar varje etikett på en definierad position på spolen med konsekvent orientering och tryck – utan operatörens inblandning.
Den viktigaste skillnaden mellan en kabeletikettmatare och en allmän trådetiketteringsmaskin är applikationsmålet. Maskiner för allmänna trådetiketter är utformade för att linda etiketter runt den cylindriska ytan på enskilda tråddragningar – de applicerar etiketten längs med tråden. En kabeletikettmatare, däremot, sätter etiketter på platt sidoyta på en färdig spole —ytan som är synlig när spolen står upprätt eller visas på en hylla. Detta är märkningskravet som är specifikt för tillverkning av förpackad kabelspol, och det kräver en annan matningsgeometri, en annan etikettpresentationsvinkel och olika positionsnoggrannhet i förhållande till spolkanten.
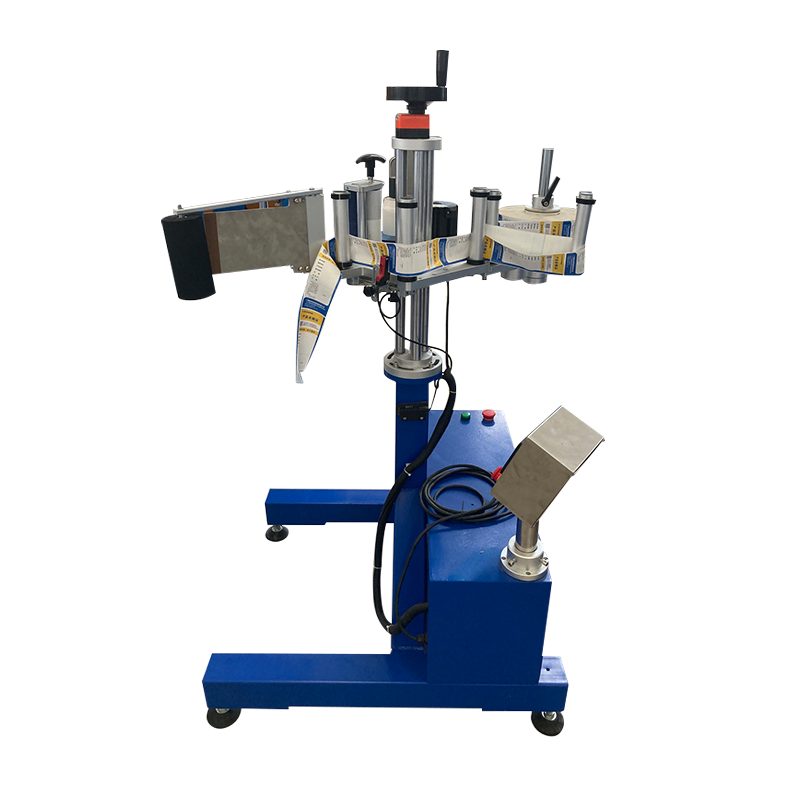
Yessjet's Cable Stickers Etikettmatare för löpande bandspolmärkning är konstruerad specifikt för denna applikation: förgjorda självhäftande etiketter matas automatiskt och appliceras på spolsidan på den rörliga monteringslinjen, utan manuell manövrering krävs vid etiketteringsstationen.
Hur automatiska kabelmärkningsmaskiner fungerar på monteringslinjen
En automatisk kabelmärkningsmaskin integrerad i en spolförpackningslinje fungerar som en synkroniserad station inom den övergripande linjesekvensen. Att förstå integrationslogiken klargör både vad maskinen kan göra och vilka uppströms- och nedströmsförhållanden den kräver för att fungera korrekt.
Mekanism för matning och avdragning av etikettrullar. Maskinen håller en rulle med förtryckta självhäftande etiketter på en spindel. En stegmotordriven matningsmekanism för fram etikettremsan med en kontrollerad hastighet. Vid avdragningspunkten böjs det bakre fodret skarpt runt en plåtkant, vilket gör att etiketten separeras från fodret och presenterar sig själv med framsidan upp för applicering. Fodret lindas sedan tillbaka på en upptagningsspole, vilket håller arbetsområdet fritt från avfallsmaterial.
Spoledetektering och trigger. En sensor - vanligtvis en fotoelektrisk omkopplare placerad vid ingången till märkningsstationen - detekterar ankomsten av varje spole på transportören. Detekteringssignalen utlöser etikettdispenseringscykeln: etiketten förs fram till appliceringspositionen och trycks på spolens sidoyta i det ögonblick då spolen når den definierade märkningspunkten. Utlösningstidpunkten är justerbar för att synkronisera med transportörens hastighet, vilket säkerställer konsekvent etikettplacering oavsett mindre transportörhastighetsvariation.
Appliceringstryck och formbarhet. Etiketten appliceras med en dyna eller rulle som pressar den jämnt mot spolens yta. Jämnt kontakttryck över hela etikettområdet är avgörande för att förhindra kantlyft, luftbubblor och partiell vidhäftning – alla vanliga defekter vid manuell applicering. Konsekvent appliceringstryck är en av de främsta kvalitetsfördelarna med automatiserad etikettmatning över handapplicering.
Etikettlängd boende. Olika kabelprodukter kräver olika etikettformat - streckkodsetiketter, produktinformationsetiketter, säkerhetsvarningsetiketter - som varierar i tryckt längd. En korrekt specificerad automatisk kabeletiketteringsmaskin rymmer ett definierat etikettlängdsområde utan mekanisk justering för varje format. Etikettens längdintervall avgör vilken kabelproduktmix maskinen kan användas utan verktygsbyte.
Kabelspolemärkning: Tekniska parametrar som spelar roll
Att välja en automatisk kabelmärkningsmaskin för applikation på spolsidan kräver utvärdering av parametrar som är specifika för spolmärkningsuppgiften och som skiljer sig från de parametrar som är relevanta för applikationer för inline-kabelmärkning.
| Parameter | Specifikation (Yessjet Cable Stickers Etikettmatare) | Varför det spelar roll |
|---|---|---|
| Märkningsnoggrannhet | ±1 mm | Bestämmer streckkodsskanningens tillförlitlighet och visuell konsistens på färdig produkt |
| Etikettlängdintervall | 50 mm – 160 mm | Måste rymma alla etikettformat i produktmixen utan verktygsbyte |
| Effektvärde | 150W (220V, 60Hz) | Låg strömförbrukning; kompatibel med standard elförsörjning för produktionsgolv |
| Maskinens fotavtryck | 1100 × 870 × 2000 mm | Kompakt fotavtryck passar in i befintliga linjelayouter utan större planlösningsrevidering |
| Maskinens vikt | 80 kg | Hanterbar för installation och ompositionering inom produktionsområdet |
| Driftläge | Helautomatisk, ingen manuell drift | Eliminerar dedikerad etikettoperatör; möjliggör kontinuerlig obevakad drift |
Specifikationen för ±1 mm positionsnoggrannhet förtjänar särskild uppmärksamhet. För spolar som bär tryckta streckkoder, påverkar etikettplaceringsnoggrannheten direkt skanningshastigheterna vid första läsning vid checkpoints nedströms och vid kundmottagning. En etikett som är felplacerad mer än 2–3 mm från den förväntade positionen på spolens yta kan orsaka felinställningsfel i skannern i automatiserade mottagningssystem, vilket utlöser manuella ingrepp i just det skede av försörjningskedjan där automatisering ger mest värde.
För en fullständig bild av sortimentet av tillbehörsutrustning som stöder arbetsflöden för kabelproduktion, se hela utbudet av utrustning för tillverkning av trådkabel täcker lagring, märkning, spänningskontroll, transport och lindningshuvudlösningar.
Viktiga fördelar med att automatisera din märkningsprocess för kabelspolar
Fallet för automatiska kabelmärkningsmaskiner i spolproduktion bygger på mätbara resultat över fyra dimensioner: arbete, kvalitet, hastighet och spårbarhet.
Arbetskostnadsminskning. Att ta bort en dedikerad etikettoperatör från linjen eliminerar en återkommande arbetskostnad per skift. Branschdata om märkningsautomation indikerar att företag som automatiserar märkningsstationer kan minska associerade arbetskostnader på märkningslinjer med upp till 30 % . För högvolymkabelproduktion som körs i flera skift, ger detta betydande årliga besparingar mot kapitalkostnaden för den automatiserade enheten.
Konsekvent kvalitet på varje spole. Automatiserad applikation eliminerar variationen som introduceras av förarens trötthet, växlingar och individuella teknikskillnader. Varje spole får etiketten i samma position, med samma appliceringstryck, oavsett produktionsvolym eller skifttid. Denna konsistens har betydelse både för den färdiga produktens utseende och för streckkodsavläsningens tillförlitlighet.
Synkronisering av linjehastighet. En kabeletikettmatare arbetar med en hastighet som bestäms av produktionslinjens transporthastighet, inte av den fysiska kapaciteten hos en mänsklig operatör. Detta tar bort etiketter som en genomströmningsbegränsande flaskhals och gör att den fulla kapaciteten hos uppströms lindnings- och omslagsutrustning kan utnyttjas utan hastighetsstrypning vid etikettstationen.
Spårbarhet och identifieringsstöd. Konsekventa, maskinanpassade etiketter bär streckkod, QR-kod eller sekventiell numreringsdata som möjliggör spårbarhet av produkter från förpackningslinjen till distribution till slutkunden. För kabeltillverkare som levererar till industri-, bygg- eller datainfrastrukturkunder där kabelidentifiering är ett projektspecifikationskrav, ger maskinapplicerade etiketter den märkningskonsistens som manuell applikation inte kan leverera tillförlitligt vid produktionsvolym.
Integration med den bredare kabelproduktionslinjen
En kabeletikettmatare levererar sitt fulla värde när den integreras som en station i en komplett automatiserad förpackningssekvens snarare än att den drivs som en fristående enhet. Den typiska rullförpackningslinjesekvensen – rullning, bindning eller omslag, märkning och transport till palletering – är utformad för att flyta kontinuerligt, med varje station som skickar färdig produkt till nästa utan manuell hantering mellan stegen.
I denna sekvens sitter etikettstationen mellan spolförpackningsutrustningen och utmatningstransportören. Spolen kommer inlindad och bunden, passerar genom etikettmatarstationen där sidoetiketten appliceras automatiskt och fortsätter till transportören för uppsamling eller palletering. Hela sekvensen från spolbildning till märkt färdig produkt går utan operatörsingripande på någon station.
Yessjet's helautomatisk rullnings- och förpackningsutrustning är utformad med denna integration i åtanke. Lindnings-, omslags- och bindningsmaskinerna i produktsortimentet producerar färdiga rullar med de dimensioner och konsistens som krävs för pålitlig automatisk etikettapplicering nedströms – rullar med enhetlig diameter och plan yta är en förutsättning för konsekvent ±1 mm etikettplacering. När etikettmataren köps tillsammans med rullnings- och förpackningsutrustningen från samma tillverkare, samordnas gränssnittsspecifikationerna, transportörens höjder och spolleveransgeometrin genom design i stället för att kräva anpassat integrationsarbete på plats.
För kabeltillverkare som planerar eller uppgraderar kompletta produktionslinjer – från extrudering till lindning, förpackning, märkning och palletering – Yessjet's kompletta nyckelfärdiga lösningar för kabelproduktion täcka hela utrustningssekvensen med samordnad design, installationsstöd och idrifttagningstjänster för att säkerställa att varje station i linjen fungerar som ett integrerat system från dag ett.








